| ハイライト: | 機械を形作る交換可能なロール,機械を形作るC Zの母屋ロール,25M/Min冷たい曲がる機械 |
||
|---|---|---|---|
電流を通された鋼鉄プロフィールCチャネルは機械ロール前のc z母屋の曲がる機械を形作ることを冷間圧延する
主要な技術的な変数
特定の条件があれば、それは問題、私達あなたの必要性をすべて満たすことができるではない。
| いいえ。 | ||
| 1 | 適した材料 | 色の鋼板、電流を通された鋼板、アルミニウム シート |
| 2 | 物質的な幅 | 1250mmまたはあなたの必須として |
| 3 | 物質的な厚さ | 0.3-0.8またはあなたの必須として |
| 4 | 働く速度 | 8-12m/minは、20-25m/minである場合もある |
| 5 | 主要なモーター力 | 減力剤とのcycloidalの5.5kw |
| 6 | 油圧ポンプ力 | 4kw |
| 7 | 電気制御システム | インバーターが付いているPLCの制御システム |
| 8 | シャフトの直径 | 75mm |
| 9 | ローラーの場所 | 15列はあなたのパネルのプロフィールのデッサンによって、決まる |
| 10 | ローラー | 鋼鉄高い等級45#堅いクロムめっき |
| 11 | 作業時間 | 24時間 |
| 12 | 労働者 | 1-2のみ |
| 13 | 髭剃り部材料 | 癒やされた処置のCr 12型の鋼鉄 |
| 14 | 電圧 | あなたの必須として380V 3Phase 50Hzまたは |
| 15 | 重量 | 3.5T |
| 16 | 機械サイズ | 7000mm*1500mm*1500mm |




作業の流れ

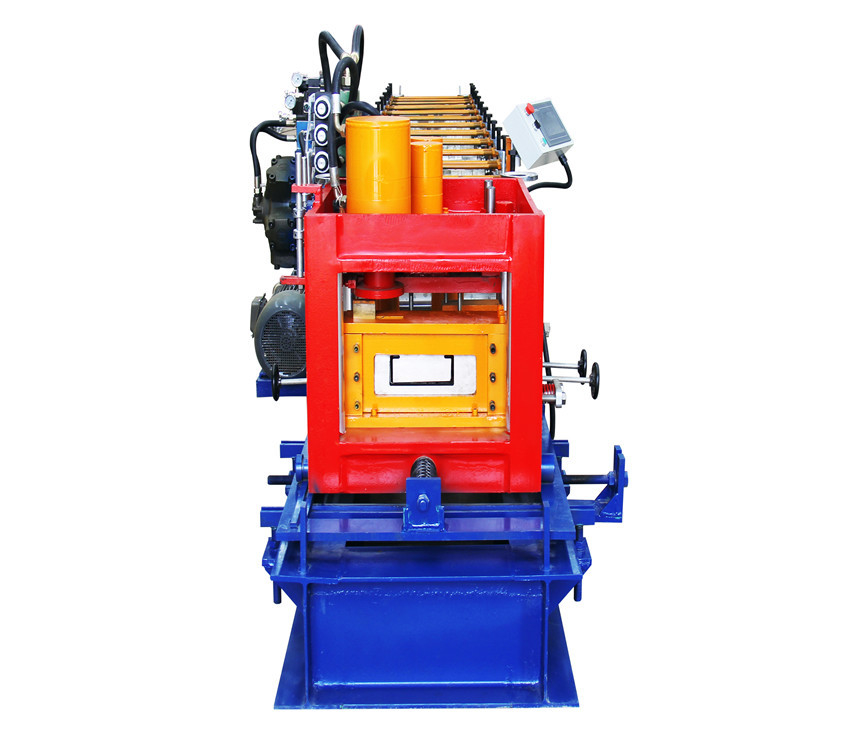
機械概観:
CのZの母屋高力鋼板を採用し、冷たい形成のそれにの後で形づく同質な壁厚さサイズがあり、次元は大きい圧縮の強さのectの特徴調節することができる。セクション次元が軽いが冷たい形成の後で、屋根の母屋のための運送機能の特徴とによって対応し、完全な遊ぶことに鋼鉄の機械効率を作るCの母屋機械。それは構造の屋根の重量を緩和できる減らすプロジェクトの鋼鉄量をCのZの母屋を作ることができる。従ってそれは経済的な高性能の鋼鉄になる。それは山形鋼、チャネルの鋼鉄、鋼鉄管および伝統の母屋の代りに新しい建築材料である。一緒に使用するC、Zの母屋および軽い金属のタイルは軽い鋼鉄構造のための最もよい選択である。
自動変更のサイズはCをカスタマイズした及び機械を形作るZの母屋ロールはC、ZおよびUの形に母屋を自動的に作り出すことができるすべての母屋のサイズはPLC制御スクリーンで置くことができプログラム設定の仕事の下で対応するサイズを作り出す。私達の自動変更のサイズはCをカスタマイズした及び機械を形作るZの母屋ロールは厚いつや出しコイルを作り出すために強く、手動で機械を形作る変更の母屋ロールをタイプするためにGI、冷間圧延されたコイルは、比較する人間の費用および時間費用を大いに救うことができる。
機械を形作るC/Zの母屋ロールの主な特長
1台のC/Zの母屋機械はCの両方母屋およびZの母屋を作り出すことができる。Z操作へのCの変更は容易である。
Cの母屋のサイズの幅の範囲:80-300mmおよびZの母屋のサイズの幅の範囲:120-300。またC/Zの母屋はrequiry顧客に従って設計することができる。
2 C/Zの母屋機械はCのサイズ両方を調節でき、すぐにZのサイズは、背板および非常に容易な操作を調節する。
3つは切断部品型を変える必要性ちょうどある特定のサイズ、それをきちんとできる切断母屋調節しない。
4 C/Zの母屋機械は研修会の場所の多くを救うことができる。
詳細仕様
1. 5トン受動のDecoiler
1) 台の構造、ブレーキがかかること、心棒のホールダー、狭いスライダーおよび拡大する
2) decoilerの容量:5Ton
3)最高。幅:500mm
4)コイルのための内部の直径:440mm-530mm
5)出口の直径:1500mm
2. 供給のGuider及び装置をまっすぐにするため
1) 目的は金属板を機械を形作るロールに導き、システムを形作るロールとの正しい位置で金属板を確かめることである。
2)ねじの調節によって左右に調節することができる。また左右の調節は独立した作動である場合もある。
3) 5ローラーは装置を水平にすることをまっすぐにするために癒やされ、荒いシートをまっすぐにし、ロール形成のための物質的な強さを減らすために堅いクロムは塗られる。
4)供給のためのモーターおよび装置をまっすぐにするため:5.5KW
3. 打つことおよびPre-cutting装置のための油圧装置
1) この装置は型、切刃、オイル シリンダーおよび油圧場所を打つことによって成っていた。
2)どれを形作るロールの前にPre-cutting型を切ることを変える必要性無し。
3)打ち、切刃の材料:Cr12Movは、硬度58-62を癒やす
4)切断のための力:水力:7.5KW
4. 機械を形作る主要なロール
1) 原料:厚さ1.0-4.0mmを形作って、強さQ235を電流を通した鋼鉄およびつや出しの鋼鉄に降伏
2)場所を形作るロール:15の場所
3)ロール場所を調整しなさい:2つの場所
4)軸線の直径:∅85mm
5)シャフト材料:45#高い等級の鋼鉄
6)ローラー材料:Gcr15忍耐の鋼鉄の、造られたおよび癒やされたhardnessHRC58-62
7)ローラー プロセス:CNCは扱われる処理された、表面の磨かれたか黒い旋盤にかける
8)上層ローラーと最下の層のローラー間のギャップは別の厚さシートに従ってねじによって調節することができる。
9) CからのZへの交換は2つの場所のローラーを調節する必要性だけである
10)モーター力:18.5KW
11)伝達:高力鎖
12)働く速度:15-20m/min (ない時間の切断を含んで)
5. 電気制御システム
1) 自動を達成するPLC制御および頻度速度制御によってライン制御全。友好的なインターフェイスは浴室、プロダクト長さおよび量を置くことができる。
2) PLC:松下電器産業、日本
3)周波数制御:YASKAWA、日本、18.5KW
4)他の低電圧:シュナイダー
5)エンコーダー:Omron
6)はパネルを作動させる:タッチ画面
6. ふれのテーブル
電話番号: 008613676965155